Historical Metallurgy of Silver
- Authors:
- Václav Vaněk, Dalibor Velebil
- Source:
- Early Metallurgy of Silver. – In: Stříbrná Jihlava 2007. Studie k dějinám hornictví a důlních prací, Archaia Brno / Muzeum Vysočiny Jihlava, 188–205.
Abstract
The article describes chemical and physical principles of basic metallurgic methods for extracting silver from sulphide ores used during the past centuries (up to 18th century) in the middle European region. Ancient metallurgic terms such as roasting (decreasing of ore sulphur content), matte (mixture of sulphides), black copper (alloy of copper, lead and silver), leading (dissolving of silver in lead) and others are explained. The goal is to interconnect ancient and modern nomenclature. Attention is also paid to silver ores of the main historical silver deposits in Bohemia, in particular Kutná Hora, Jáchymov and Příbram, and of two less significant locations in Hora Svaté Kateřiny and Roztoky nad Labem.
Keywords: metallurgy of silver, silver, lead, black copper, cupellation, liquation, litharge, matte, roasting, slag, smelting
Summary
In the historical (up to 18th century) processing of sulphidic ores containing silver, four phases may be distinguished:
- ore sorting and subsequent treatment to gain initial sulphide concentrate;
- oxidation of sulphides by roasting;
- reduction to metallic silver (or its alloy with other metals);
- silver separation and refining.
Basic raw material of the metallurgic process is ore. Three groups of sulphidic ores containing silver can be theoretically distinguished:
- a) Complex sulphidic ores
- i.e. mixture of common sulphides galena, sphalerite, chalcopyrite, pyrite and arsenopyrite with silver content in the range of 0.0X to 0.X % in the form of microscopic inclusions of Ag–minerals (Ag sulpho–salts, see below so called “noble ores”) or as admixture directly in the structure of the common sulphide. Processing of complex ores was the most complicated and included roasting, repeated smelting and matte roasting, production and liquation (saigern) of black copper, and cupellation of lead–silver alloy. Complex ores were mined and processed in Kutná Hora where galena, pyrite and macroscopic Ag–tetrahedrite (freibergite) were the main silver ores; however, also other sulphides were processed there.
- b) Galena ores
- i.e. only silver bearing galena with silver content in the range of 0.X % in the form of microscopic inclusions of Ag sulpho–salts or as admixture in the structure of galena. Processing of galena ores was relatively simple and included ore roasting and subsequent reduction to lead that was then cupellated. Galena ores were mined and processed in e.g. Příbram. Sphalerite, abundant at the Příbram deposit, was not processed in the Příbram smelting works.
- c) “Noble silver ores”
- such as macroscopic native silver, argentite (acanthite), proustite, pyrargyrite, freibergite and others with the content of silver of tens of %. Macroscopic noble ores were mined and processed in Jáchymov. Despite the high content of silver, these ores were not usually reduced directly to silver but, in order to prevent losses, were smelted with lead, and the silver rich lead was then cupellated.
Ore concentrate of poor complex sulphidic ore was first smelted to produce so–called matte (solidified melt of metal sulphides, mainly Cu2S and FeS). During this process, silicate slag was formed that removed the undesirable admixtures (iron, zinc and silicates) from the poor ore. Silver was extracted to the matte. Primary matte was further smelted until sufficient enrichment of the matte with silver and reduction of iron content was achieved.
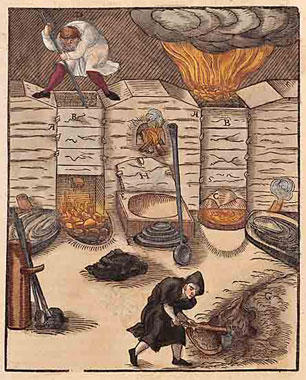
Shaft furnaces
Then the matte (or the rich ore concentrate) was repeatedly roasted, i.e. heated at the air in order to decrease sulphur content. Sulphur was released to the air as SO2. Sulphides were oxidized to metal oxides or also sulphates. During roasting, most of arsenic and antimony was released in smoke in the form of oxides.
Subsequently, metal oxides were reduced in furnaces to pure metals (metal alloy) while silicate slag was formed again. Large amount of lead was added to the furnace and to a forehearth in particular to which the smelted material from the furnace was driven. Lead was used to absorb silver from the melt. During the reduction smelting, part of the residual As, Sb, part of Pb, and most of zinc (as ZnO) was released to the air. In case of higher arsenic content, a layer of speiss (a melt of arsenides) formed under matte layer. The product of the reduction smelting was metal (silver–rich lead containing most of the silver) and matte containing some unchanged Ag2S. Therefore, the matte had to be recycled. A set of similar reducing and concentrating smeltings followed. The goal was to transfer as much Ag as possible from the copper matte to lead and to extract silver from smelting semi–products, slags and wastes. The resulting product of the reducing and concentrating smeltings was silver–rich lead, so–called black copper enriched with silver (predominantly alloy of Cu+Pb+Ag in variable ratio) and copper matte (mainly Cu2S) with some content of silver.
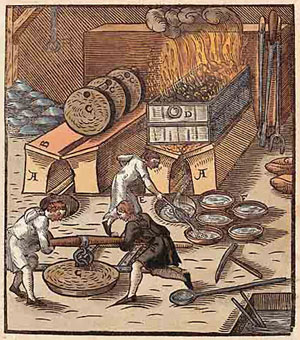
Liquation
Black copper produced by reduction smelting was saigerned. Alloy of black copper and lead was heated; lead flew away and copper stayed in solid form (process called liquation). Almost all silver was retained in lead, which was subjected to the cupellation process.
Silver–rich lead was cupellated, i.e. oxidized to produce litharge (lead monoxide) which flew away from the surface of the smelt. Concentration of silver in the lead smelt was gradually increasing; the oxidation was stopped after crude silver appeared at the bottom of the cupellation furnace. Eventually, the crude silver was purified by additional fine cupellation.
During the entire metallurgic process, silver followed the way of copper and lead. The objective of metallurgists was to transfer economically as much silver as possible from copper to lead; the silver could be gained effectively only from the lead alloy.